Мотоблок WEIMA | Автор топика: Shrivasa
Прополка картофеля мотоблоком, ссылка на видео источник: https://youtu.be/ybq-qSJ5bIU 01:21 Прополка междурядий картофеля пропольником-плоскорезом.
Раиль (Gildas) Не интересно лучше фрезами.
Vassily (Reem) У вас самоделковые или покупные фрезы?
Раиль (Gildas) Заводские разделил.
Vassily (Reem) Давно покупали? Сколько обошлось? И если не затруднит фото?
Раиль (Gildas) сейчас они в магазине продаются про польник называется
Vassily (Reem) об этом речь?

виктор (Shrivasa) Идея хорошая. но плоскорез наверное надо переделать.как-то не то.Думаю ширина обработки должна быть по колее.
Tags: Обкатка нового мотоблока Нева 23 н 9 лс
В кадре Мотоблок универсальный НЕВА МБ-2С-7,0 PRO (двигатель Subaru):






Обкатка двигателя.
Под этим словосочетанием понимают определенный режим эксплуатации мотора, во время которого недопустима эксплуатация в режиме полной тяги, а допустимы лишь только те режимы, во время которых не возникает повышенной нагрузки на цилиндро-поршневую группу. В инструкции чаще всего рекомендовано придерживаться щадящей эксплуатации первые пару тысяч километров, с последующей обязательной заменой масла, или без таковой.
Понятие о приработке поверхности цилиндров благополучно дошло до нас из прошлого века,
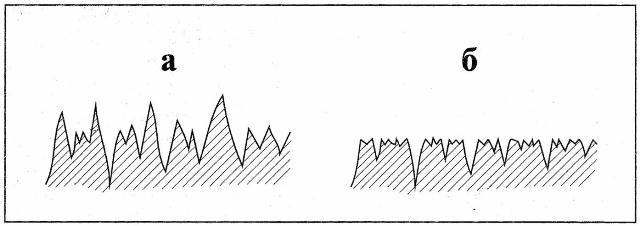
когда это требование было напрямую связано с изменением качества поверхности в процессе работы пар трения. Хонингование в то время было островершинным (а) - профиль поверхности маслоудерживающего слоя не финишировался - дополнительно не обрабатывался. Интенсивная эксплуатация таких пар трения могла привести к неэффективной приработке, с нежелательными последствиями в виде неравномерности компрессии, повышенного расхода масла и т.д., также опасались и "схватывания" пар трения из-за повышенного нагрева.

В 70-х появился новый вид хонингования - плосковершинное (б). Такая поверхность уже не требовала приработки - была полностью готова эксплуатации. Кроме того, дополнительно к финишированию стало применяться и суперфиниширование - обработка щетками - крацевание. Это позволяет раскрыть зерна графита в поверхности чугунного блока или гильзы. Графит заметно снижает трение и увеличивает ресурс ЦПГ.
Примерно в середине 90-х, BMW перешла на производство блоков цилиндров с гладкой алюминиевой поверхностью - технологию почти одновременно освоили компании Mahle и Kolbenschmitt. Маслоудерживающая поверхность в этом случае формируется при помощи химического травления, или механобработки - происходит раскрытие зерен кремния. Кремний имеет высокую твердость - таким образом, получается одновременно гладкая, прочная и эффективно удерживающая масло поверхность. Разумеется, после такой обработки обкатки поверхностей также не потребуется:
Вот что говорит по этому поводу сам производитель:
"У современных двигателей приработка деталей производится заранее, уже в процессе обработки. Это означает, что рабочие поверхности отверстий цилиндров и поршневых колец изготавливаются так , что только что изготовленные двигатели работают в оптимальных условиях эксплуатации с самого начала. Качество поверхности при изготовлении оптимизируется настолько, что уже при первом запуске двигателя не возникает больше никакого приработочного износа, и детали смогут работать дольше. Это на сегодня особенно важно, поскольку из- за строгого законодательства по выхлопным газам транспортные средства и в новом состоянии должны соблюдать соответствующие значения по выхлопным газам. Большое время приработки, при котором оптимальные эксплуатационные параметры устанавливаются только после многих тысяч километров , больше не желательно , соответственно, более не практикуется. При сглаживании стенки цилиндра и снятии вершин кристаллов кремния поршневыми кольцами кольца из-за раннего износа потеряли бы часть их предусмотренных свойств и долгого срока службы. Наоборот, очень твёрдые, уже при обработке оптимизированные в их форме кристаллы кремния означают, что внутренняя поверхность цилиндра с самого запуска в течение очень длительного периода времени не изменится. Это значит, что некруглости и прочие отклонения формы внутренней поверхности цилиндра не выглаживаются (не могут выглаживаться) поршневыми кольцами. Это идёт вразрез с прежними подходами в двигателестроении, когда цилиндр, а также поршневые кольца, должны были взаимно приработаться путём износа. Поэтому внутренние поверхности цилиндров хонинговались, соответственно , шероховато, и поршневые кольца подвергались высоким касательным напряжениям. Сегодня качество рабочих поверхностей цилиндров в производстве двигателей практически достигает оптимума, поршневые кольца работают, несмотря на меньшие касательные напряжения, намного лучше и дольше , чем это было четыре года назад."
С одной стороны, сама технология "обкатки" означает программируемый износ, возможный только лишь при взаимной относительной мягкости поверхностей и сравнительно грубой технологии производства - большим, по современным меркам, значениям зазора в паре трения как до, так и после обкатки. Изначально износ интенсивен, далее следует его замедление - рабочий износ поверхностей вплоть до планового ремонта (во времена моторов типа ГАЗ-21, это примерно 250-500 тысяч км). Показатели ресурса, как видно, что тогда, что сейчас были бы достаточными, но, во-первых, это достижимо лишь в условиях нормальной эксплуатации, а во-вторых, советую не забывать про степень сжатия моторов того периода - всего 6-7 и обороты - не более 4000. Это очень щадящие условия, по современным меркам.
С другой стороны, современные технологии производства блоков цилиндров и колец просто не дадут деталям "прикататься" - зерна кремния на поверхности алюминиевых блоков, например, попросту слишком тверды для этого процесса, да и "стачиваться" у такого блока почти нечему - глубина рабочей поверхности минимальная и может составлять менее 0,01 мм. Современные поршневые кольца становятся все уже и тверже - тут тоже не может идти речи ни о какой "обкатке". Старые чугунные поршневые кольца с высоким профилем были значительно мягче современных чугунных с хромированием и стальных с азотированием, не говоря уже о перспективных разработках, когда тонкое поршневое кольцо упрочняется крайне твердым и износостойким нитридом титана. Тут просто нечему "прирабатываться": стенка цилиндра и кольца умышленно изготовлены твердыми. Аналогичнам образом дело обстоит и в случае использования экзотического вида покрытия - Никасил - одного из самых твердых покрытий в истории моторостроения. Обкатываться там тем более нечему.
Дело обстоит несколько иначе, если мотор прошел ремонт во внезаводских условиях - обкатка, с последующей заменой масла, поможет убрать неизбежно попадающие в двигатель посторонние частицы, в том числе и слишком малые для удерживания масляным фильтром - со старым маслом вы просто сливаете всю грязь, не имеющую прямого отношения к продуктам износа .
Количество продуктов износа в двигателе после обкатки для современного мотора ничем не отличается от количества при последующей, нормальной эксплуатации. Обкатка современного двигателя - почти декоративный процесс, ничтожно мало влияющий на реальный ресурс. Главная же опасность для старых моторов - опасность термического сваривания поверхностей трения - сейчас и вовсе отсутствует. Разница при "щадящем" режиме эксплуатации и эксплуатации "без ограничений" - 3000 циклов в минуту и 6000 циклов в минуту, для современного даже "неприработанного" мотора незначительна, что, однако, вовсе не отменяет требуемой приработки для более архаичных моторов с примитивными техпологиями механобработки. Например, предложенное инженерами Porsche для ВАЗ 2108 в начале 80-х годов плосковершинное хонингование прижилось, а вот от крацевания было решено отказаться в силу экономических причин.
Также рекомендую обратить внимание на использование т.н. "обкаточных" масел среди производителей бюджетных автомобилей - в такие масла не добавляют противоизносные присадки - умышленно "срабатывают" поверхности в более интенсивном режиме. В общем, если предоставляется такая возможность, стоит выяснить особенности конструкции приобретенного вами автомобиля или...бережно обкатывать его первые пару тысяч километров для собственного спокойствия.
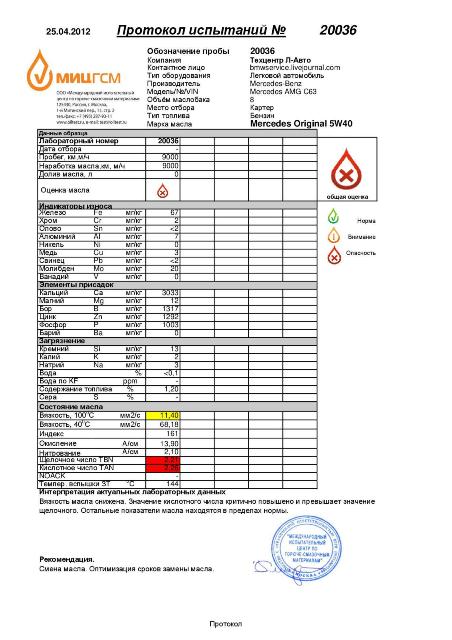
В качестве иллюстрации, привожу результаты элементного анализа масляной отработки нового мотора с алюминиевым боком цилиндров, поверхность которого сформирована химическим травлением и в принципе не должна быть подвержена обкатке, что отлично иллюстрируют результаты - они ничем не отличаются от "обкатанного" мотора.
Мотоблок Нева МБ 23 - технические характеристики, инструкция ...
... инструкции · Мотоблок Нева с двигателем субару 7.5 л.с. ... Мотоблоки Нева МБ 23 предназначены для интенсивных и тяжелых нагрузок, ... МБ-23Н-9,0 PRO, Мотоблок «НЕВА» МБ-23 с двигателем GX270 9,0 ... Культивацию почвы в период обкатки производите с 4-мя фрезами за несколько заходов и на ...



 Как отремонтировать топливный насос на минитракторе
Как отремонтировать топливный насос на минитракторе Как починить бензиновую газонокосилку, при возникновении небольших неполадок
Как починить бензиновую газонокосилку, при возникновении небольших неполадок Как можно отремонтировать трещины в пластике на минитракторе?
Как можно отремонтировать трещины в пластике на минитракторе? Причины, по которым из мотоблока может происходить утечка масла
Причины, по которым из мотоблока может происходить утечка масла Какое масло использовать в бензопиле?
Какое масло использовать в бензопиле?